

Пресс-форма для фитингов для колен из ХПВХ
Представлять
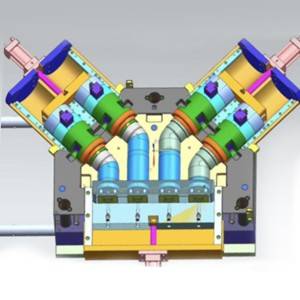
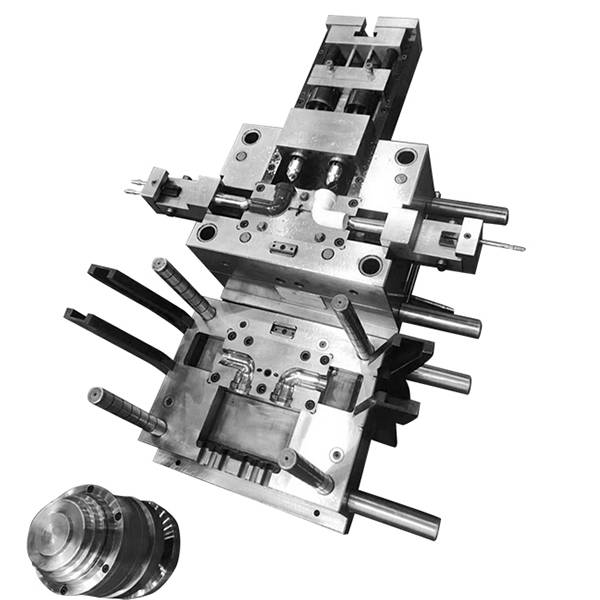
Представление продукта нашей локтевой формы из ХПВХ выглядит следующим образом:
[Материал пресс-формы] 45# закаленный и отпущенный, 60# закаленный и отпущенный, P20, P20H, 718, 718H, 2738, 7138, NAK80, S136, SKD61 и т. д. в соответствии с потребностями клиента.
[Программное обеспечение для проектирования пресс-форм] Moldflow, UG, PROE, AUTOCAD, Cimatron E и т. д.
[Система охлаждения пресс-формы] Оптимизированная конструкция циркулирующей воды для повышения эффективности производства и снижения затрат.
[Промежуточная обработка пресс-формы] закалка и отпуск для повышения твердости.
[Последующая обработка пресс-формы] (Температура азотирования низкая, деформация небольшая, закалка не требуется, высокая твердость поверхности (более HV8500) и износостойкость.
Подробности
[Жизнь пресс-формы] Нормальное использование не менее 500 000 раз.
[Способ транспортировки] Перед отправкой формы необходимо установить зажимную деталь, обернуть ее стретч-пленкой, а затем упаковать в деревянный ящик. Упаковка прочная и нержавеющая, что позволяет избежать повреждения формы во время транспортировки и, наконец, логистической транспортировки клиенту.
[Место происхождения] Хуанъянь, Тайчжоу, Чжэцзян.
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ:
1. Пресс-форма для фитинга. Что делать, если выталкивающий штифт погнут или сломан во время обычного производства?
Теперь мы ориентируемся на эту форму для фитингов для коленчатых труб из ХПВХ.
Сделайте подробное введение:
Самодельные стержни эжектора имеют лучшее качество, но стоимость обработки сравнительно высока. В настоящее время в конструкции пресс-формы обычно используются стандартные детали, а качество находится на обычном уровне. Если зазор между штифтом выталкивателя и направляющим отверстием слишком велик, произойдет утечка материала; но если зазор слишком мал, температура формы будет увеличиваться во время литья под давлением, что приведет к расширению и застреванию выталкивающего штифта, иногда даже после того, как выталкивающий штифт выталкивается на определенное расстояние. Он не будет двигаться и деформироваться, что приводит к при следующем закрытии формы более высокий стержень выталкивателя не может быть сброшен и непосредственно попадает в полость.
Если форма для коленчатых фитингов из ХПВХ создается нормально
При возникновении этой проблемы штифт выталкивателя следует повторно заточить. В конструкции формы сохраняется сопрягаемый участок толщиной 10-15 мм на переднем конце штифта выталкивателя, а средняя часть шлифуется на 0,2 мм меньше. После сборки всех стержней выталкивателя необходимо строго проверить их посадочный зазор, обычно в пределах 0,05-0,08 мм, чтобы убедиться в том, что весь механизм выталкивателя может свободно выдвигаться и отходить.
2. Что делать, если в процессе производства плесень для коленчатых фитингов из ХПВХ плохо охлаждается или протекает вода?
Охлаждающий эффект формы для коленчатых фитингов из ХПВХ напрямую влияет на качество продукции и эффективность производства. Например, плохое охлаждение, большая усадка продукта или неравномерная усадка, что приводит к деформации и другим дефектам; с другой стороны, пресс-форма полностью или частично перегревается, поэтому форма не может быть сформирована нормально, и производство останавливается. В тяжелых случаях подвижные части, такие как стержни выталкивателей, могут термически расшириться. Мертвый и поврежденный.
Конструкция и обработка системы охлаждения зависят от формы изделия. Не игнорируйте эту систему из-за сложной конструкции формы для фитингов или сложности обработки, особенно для форм большого и среднего размера. Необходимо полностью рассмотреть проблему охлаждения.

Выставка