

CPVC albuerørtilpasningsform
Introdusere
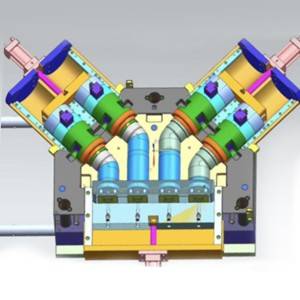
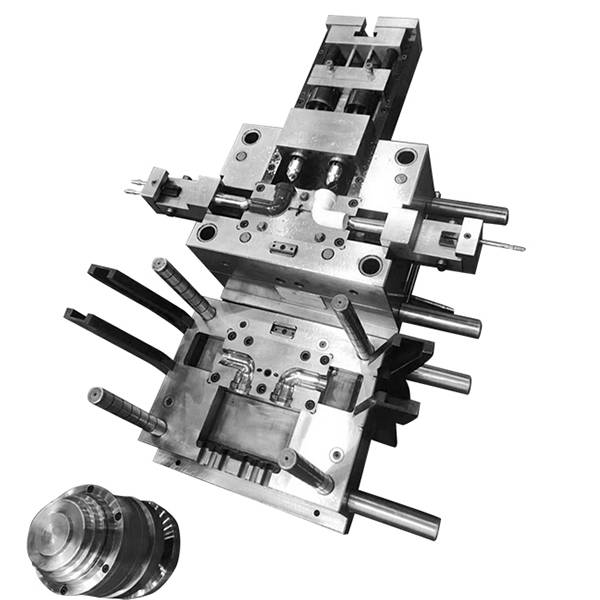
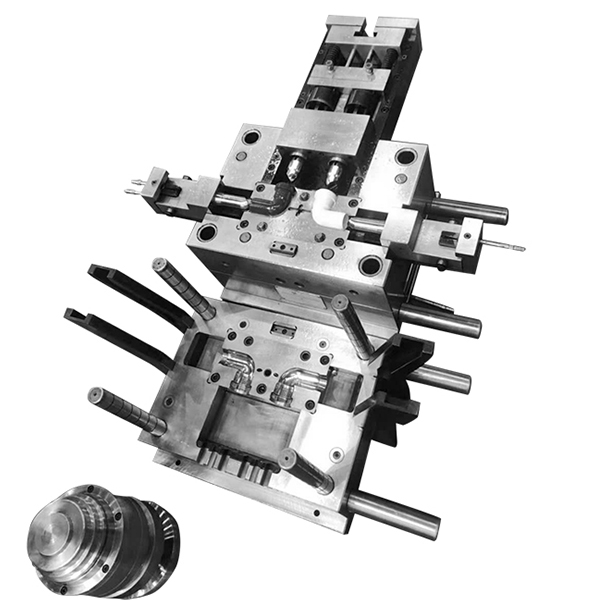
Produktintroduksjonen av vår CPVC albueform er som følger:
[Moldmateriale] 45# bråkjølt og herdet, 60# bråkjølt og herdet, P20, P20H, 718, 718H, 2738, 7138, NAK80, S136, SKD61, etc. i henhold til kundens behov.
[Muggdesignprogramvare] Moldflow, UG, PROE, AUTOCAD, Cimatron E, etc.
[Muggkjølesystem] Optimalisert design av sirkulerende vann for å forbedre produksjonseffektiviteten og redusere kostnadene dine.
[Mugg midtveis behandling] slokking og temperering for å forbedre hardheten.
[Mugg etterbehandling] (Nitreringsbehandlingstemperaturen er lav, deformasjonen er liten, og det er ikke nødvendig med bråkjøling, den har høy overflatehardhet (større enn HV8500) og slitestyrke.
Detaljer
[Muggliv] Normal bruk er ikke mindre enn 500 000 ganger.
[Transportmetode] Før formen sendes, må klemmestykket installeres, pakkes inn med strekkfilm og deretter pakkes i en treboks. Emballasjen er solid og rustsikker, unngår skade på formen under transport, og til slutt logistikktransport til kunden
[Opprinnelsessted] Huangyan, Taizhou, Zhejiang.
FAQ:
1. Rørtilpasningsform Hva skal jeg gjøre hvis ejektorpinnen er bøyd eller ødelagt under normal produksjon?
Nå retter vi oss mot denne CPVC-albuerørtilpasningsformen
Lag en detaljert introduksjon:
De selvlagde ejektorstengene er av bedre kvalitet, men bearbeidingskostnaden er relativt høy. I dag bruker formstrukturen vanligvis standarddeler, og kvaliteten er på det konvensjonelle nivået. Hvis gapet mellom ejektorpinnen og styrehullet er for stort, vil det oppstå materiallekkasje; men hvis gapet er for lite, vil støpeformens temperatur øke under sprøytestøping, noe som vil føre til at ejektorpinnen utvider seg og setter seg fast, noen ganger selv etter at ejektorpinnen er kastet ut en viss avstand. Den vil ikke bevege seg og deformeres, noe som resulterer i neste støpeform lukkes, kan ikke den høyere ejektorstangen tilbakestilles og treffer hulrommet direkte.
Hvis CPVC albuerørtilpasningsform genereres normalt
Når dette problemet oppstår, bør ejektorpinnen slipes på nytt. Formstrukturen beholder en 10-15 mm passseksjon i fremre ende av ejektorpinnen, og midtdelen er slipt 0,2 mm mindre. Etter at alle utkasterstengene er satt sammen, må passklaringen deres kontrolleres nøye, vanligvis innenfor 0,05-0,08 mm, for å sikre at hele utkastermekanismen kan bevege seg fritt frem og tilbake.
2. Hva bør jeg gjøre hvis CPVC albuerørtilpasningsform har dårlig kjøling eller vannlekkasje under produksjonsprosessen?
Kjøleeffekten til CPVC albuerørtilpasningsform påvirker direkte produktkvaliteten og produksjonseffektiviteten. For eksempel dårlig kjøling, stor krymping av produktet eller ujevn krymping, noe som resulterer i vridningsdeformasjon og andre defekter; på den annen side er Fitting Mold overopphetet helt eller delvis, slik at formen ikke kan formes normalt og produksjonen stoppes. I alvorlige tilfeller kan de bevegelige delene som utkasterstenger bli termisk utvidet. Død og skadet.
Utformingen og behandlingen av kjølesystemet avhenger av formen på produktet. Ikke unnlat dette systemet på grunn av den kompliserte strukturen til rørtilpasningsformen eller vanskeligheten med å behandle, spesielt for store og mellomstore former. Kjøleproblemet må vurderes fullt ut.

Utstillingen