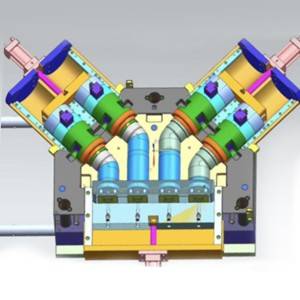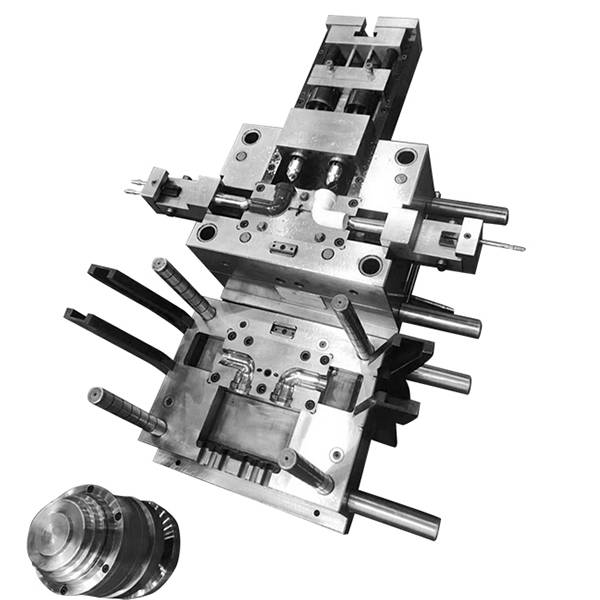


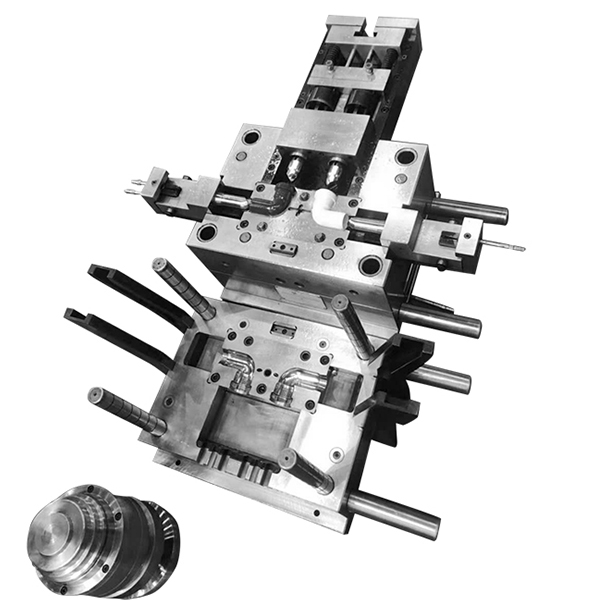
CPVC elkoņa caurules montāžas veidne
Iepazīstināt
Mūsu CPVC elkoņa veidnes produkta ieviešana ir šāda:
[Pelējuma materiāls] 45# rūdīts un rūdīts, 60# rūdīts un rūdīts, P20, P20H, 718, 718H, 2738, 7138, NAK80, S136, SKD61 utt atbilstoši klientu vajadzībām.
[Veidņu projektēšanas programmatūra] Moldflow, UG, PROE, AUTOCAD, Cimatron E utt.
[Veidnes dzesēšanas sistēma] Optimizēts cirkulējošā ūdens dizains, lai uzlabotu ražošanas efektivitāti un samazinātu izmaksas.
[Pelējuma vidēja termiņa apstrāde] rūdīšana un rūdīšana, lai uzlabotu cietību.
[Pelējuma pēcapstrāde] (nitrīdēšanas apstrādes temperatūra ir zema, deformācija ir maza, un nav nepieciešama dzesēšana, tai ir augsta virsmas cietība (lielāka par HV8500) un nodilumizturība.
Sīkāka informācija
[Pelējuma mūžs] Normāla lietošana nav mazāka par 500 000 reižu.
[Transportēšanas metode] Pirms veidnes nosūtīšanas ir jāuzstāda iespīlēšanas gabals, jāietin ar elastīgu plēvi un pēc tam jāiepako koka kastē. Iepakojums ir izturīgs un nerūsējošs, novēršot pelējuma bojājumus transportēšanas laikā un visbeidzot loģistikas transportēšanu klientam
[Izcelsmes vieta] Huangyan, Taizhou, Zhejiang.
FAQ:
1. Cauruļu montāžas veidne Kas man jādara, ja ežektora tapa ir saliekta vai salauzta normālas ražošanas laikā?
Tagad mēs esam vērsti uz šo CPVC elkoņa cauruļu montāžas veidni
Veiciet detalizētu ievadu:
Pašu izgatavotie ežektora stieņi ir kvalitatīvāki, bet apstrādes izmaksas ir salīdzinoši augstas. Mūsdienās veidņu struktūrā parasti tiek izmantotas standarta detaļas, un kvalitāte ir parastajā līmenī. Ja atstarpe starp ežektora tapu un virzošo caurumu ir pārāk liela, radīsies materiāla noplūde; bet, ja sprauga ir pārāk maza, veidnes temperatūra paaugstināsies iesmidzināšanas formēšanas laikā, kas izraisīs ežektora tapa izplešanos un iestrēgšanu, dažreiz pat pēc tam, kad ežektora tapa ir izstumta noteiktā attālumā Tā nepārvietosies un nedeformējas, kā rezultātā pēc nākamās veidnes aizvēršanas augstāko ežektora stieni nevar atiestatīt un tieši trāpīt pa dobumu.
Ja CPVC elkoņa caurules montāžas veidne tiek ģenerēta normāli
Kad rodas šī problēma, ežektora tapa ir atkārtoti jānozemē. Veidnes struktūra saglabā 10-15 mm savienojuma posmu ežektora tapas priekšējā galā, un vidējā daļa ir noslīpēta par 0,2 mm mazāka. Kad visi ežektora stieņi ir samontēti, ir stingri jāpārbauda to piemērotības klīrenss, parasti 0,05–0,08 mm robežās, lai nodrošinātu, ka viss ežektora mehānisms var brīvi virzīties uz priekšu un atkāpties.
2. Kas man jādara, ja CPVC elkoņa caurules stiprinājuma veidnei ražošanas procesa laikā ir slikta dzesēšana vai ūdens noplūde?
CPVC Elbow Pipe Fitting Mold dzesēšanas efekts tieši ietekmē produkta kvalitāti un ražošanas efektivitāti. Piemēram, slikta dzesēšana, liela produkta saraušanās vai nevienmērīga saraušanās, kā rezultātā rodas deformācijas un citi defekti; no otras puses, Fitting Forma ir pilnībā vai daļēji pārkarsēta, tāpēc veidni nevar normāli izveidot un ražošana tiek pārtraukta. Smagos gadījumos kustīgās daļas, piemēram, ežektora stieņi, var termiski paplašināties. Miris un bojāts.
Dzesēšanas sistēmas dizains un apstrāde ir atkarīga no izstrādājuma formas. Neizlaidiet šo sistēmu cauruļu montāžas veidņu sarežģītās struktūras vai apstrādes grūtību dēļ, īpaši lielām un vidēja izmēra veidnēm. Dzesēšanas problēma ir pilnībā jāapsver.

Izstāde