

CPVC იდაყვის მილების მორგება Mold
გააცნო
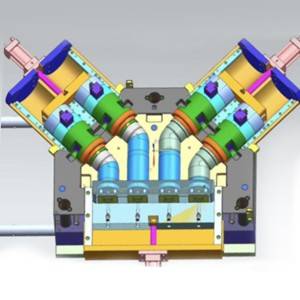
ჩვენი CPVC იდაყვის ფორმის პროდუქტის დანერგვა შემდეგია:
[MOLD მასალა] 45# ჩამქრალი და გამაგრილებელი, 60# ჩამქრალი და გამაგრებული, P20, P20H, 718, 718H, 2738, 7138, NAK80, S136, SKD61 და ა.შ. მომხმარებლის მოთხოვნილებების მიხედვით.
[Mould Design Software] Moldflow, UG, PROE, AUTOCAD, Cimatron E და ა.შ.
[MOLD გაგრილების სისტემა] მოცირკულირე წყლის ოპტიმიზებული დიზაინი წარმოების ეფექტურობის გასაუმჯობესებლად და თქვენი ხარჯების შესამცირებლად.
[MOLD შუალედური მკურნალობა] ჩაქრობა და წრთობა სიხისტის გასაუმჯობესებლად.
[მოყრის შემდგომი დამუშავება] (აზოტის დამუშავების ტემპერატურა დაბალია, დეფორმაცია მცირეა და ჩაქრობა არ არის საჭირო, აქვს ზედაპირის მაღალი სიმტკიცე (HV8500-ზე მეტი) და აცვიათ წინააღმდეგობა.
დეტალები
[ობის სიცოცხლე] ნორმალური გამოყენება არანაკლებ 500000-ჯერ.
[ტრანსპორტირების მეთოდი] სანამ ყალიბი გაიგზავნება, დასამაგრებელი ნაწილი უნდა დამონტაჟდეს, შეიფუთოს სტრიტი ფილმით და შემდეგ შეფუთოთ ხის ყუთში. შეფუთვა არის გამძლე და ჟანგგამძლე, თავიდან აიცილებს ობის დაზიანებას ტრანსპორტირების დროს და ბოლოს ლოგისტიკურ ტრანსპორტირებას მომხმარებელს
[წარმოშობის ადგილი] Huangyan, Taizhou, Zhejiang.
ხშირად დასმული კითხვები:
1. მილის დამაგრების ფორმა რა უნდა გავაკეთო, თუ ეჟექტორის ქინძისთავი მოხრილია ან გატეხილია ნორმალური წარმოებისას?
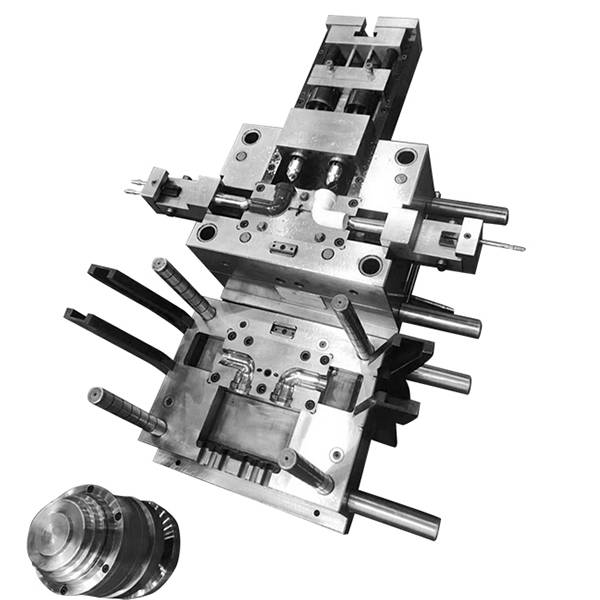
ახლა ჩვენ მიზანმიმართულია ამ CPVC იდაყვის მილის დამაგრების ფორმა
გააკეთეთ დეტალური შესავალი:
თვითნაკეთი ეჟექტორის წნელები უკეთესი ხარისხისაა, მაგრამ დამუშავების ღირებულება შედარებით მაღალია. დღესდღეობით, ყალიბის სტრუქტურა ძირითადად იყენებს სტანდარტულ ნაწილებს და ხარისხი ჩვეულებრივი დონეზეა. თუ უფსკრული ეჟექტორის პინსა და სახელმძღვანელო ხვრელს შორის ძალიან დიდია, მოხდება მასალის გაჟონვა; მაგრამ თუ უფსკრული ძალიან მცირეა, ყალიბის ტემპერატურა გაიზრდება ინექციური ჩამოსხმის დროს, რაც გამოიწვევს ეჟექტორის ქინძის გაფართოებას და ჩაჭედვას, ზოგჯერ მას შემდეგაც კი, როცა ეჟექტორის ქინძისთავი გამოიდევნება გარკვეულ მანძილზე, ის არ მოძრაობს და დეფორმირდება, რის შედეგადაც ჩამოსხმის შემდეგი დახურვისას უფრო მაღალი ეჟექტორის ღერო ვერ გადაიტვირთება და პირდაპირ მოხვდება ღრუში.
თუ CPVC Elbow Pipe Fitting Mold წარმოიქმნება ნორმალურად
როდესაც ეს პრობლემა წარმოიქმნება, ეჟექტორის პინი ხელახლა უნდა იყოს დაფქული. ფორმის სტრუქტურა ინარჩუნებს 10-15 მმ-იანი შეჯვარების განყოფილებას ეჟექტორის ქინძის წინა ბოლოში, ხოლო შუა ნაწილი დაფქულია 0,2 მმ-ით პატარა. ყველა ეჟექტორის ღეროების აწყობის შემდეგ, მათი მორგების კლირენსი მკაცრად უნდა შემოწმდეს, როგორც წესი, 0,05-0,08 მმ-ის ფარგლებში, რათა უზრუნველყოს, რომ მთელი ეჟექტორის მექანიზმს შეუძლია თავისუფლად წინსვლა და უკან დახევა.
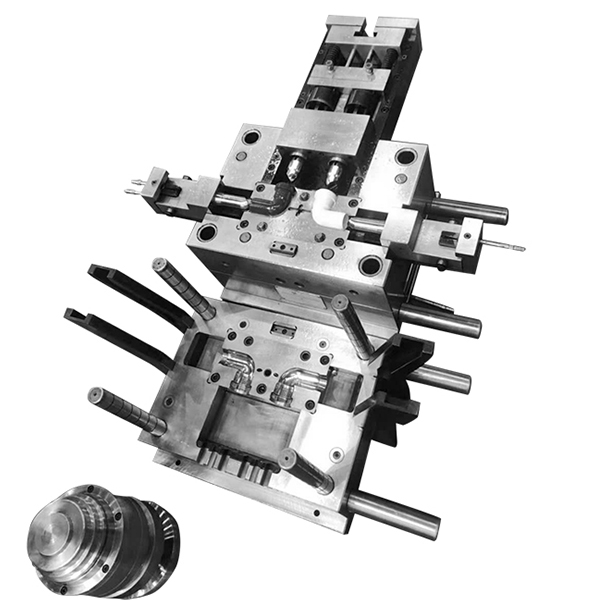
2. რა უნდა გავაკეთო, თუ CPVC Elbow Pipe Fitting Mold-ს აქვს ცუდი გაგრილება ან წყლის გაჟონვა წარმოების პროცესში?
CPVC Elbow Pipe Fitting Mold-ის გაგრილების ეფექტი პირდაპირ გავლენას ახდენს პროდუქტის ხარისხზე და წარმოების ეფექტურობაზე. როგორიცაა ცუდი გაგრილება, პროდუქტის დიდი შეკუმშვა ან არათანაბარი შეკუმშვა, რაც იწვევს დეფორმაციას და სხვა დეფექტებს; მეორეს მხრივ, ფიტინგ ყალიბი მთლიანად ან ნაწილობრივ გადახურდება ისე, რომ ყალიბი ნორმალურად ვერ წარმოიქმნება და წარმოება შეჩერებულია. მძიმე შემთხვევებში, მოძრავი ნაწილები, როგორიცაა ეჟექტორის წნელები, შეიძლება თერმულად გაფართოვდეს. მკვდარი და დაზიანებული.
გაგრილების სისტემის დიზაინი და დამუშავება დამოკიდებულია პროდუქტის ფორმაზე. არ გამოტოვოთ ეს სისტემა მილის დამაგრების ფორმის რთული სტრუქტურის ან დამუშავების სირთულის გამო, განსაკუთრებით დიდი და საშუალო ზომის ფორმებისთვის. გაგრილების პრობლემა სრულად უნდა იქნას გათვალისწინებული.

გამოფენა