

Форма для фітынга з хпвх
Прадстаўляць
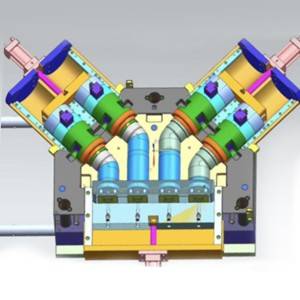
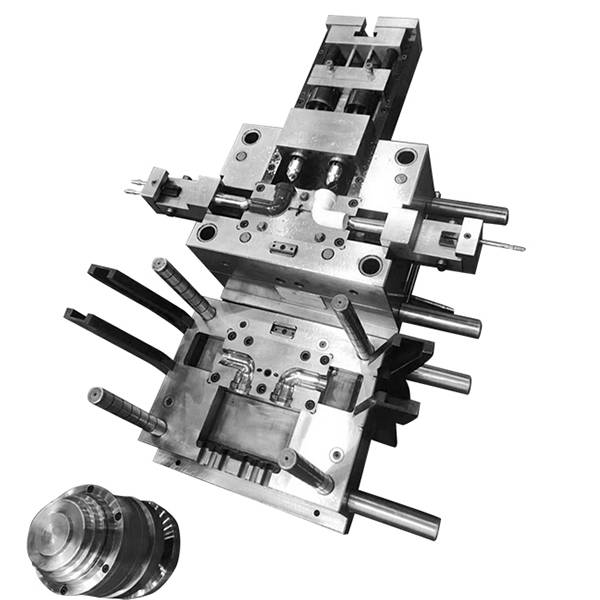
Увядзенне нашай формы для локця з ХПВХ выглядае наступным чынам:
[Матэрыял формы] 45# загартаваны і адпушчаны, 60# загартаваны і адпушчаны, P20, P20H, 718, 718H, 2738, 7138, NAK80, S136, SKD61 і г.д. у адпаведнасці з патрэбамі заказчыка.
[Праграмнае забеспячэнне для распрацоўкі прэс-формаў] Moldflow, UG, PROE, AUTOCAD, Cimatron E і інш.
[Сістэма астуджэння формы] Аптымізаваная канструкцыя цыркулявалай вады для павышэння эфектыўнасці вытворчасці і зніжэння выдаткаў.
[Прамежкавая апрацоўка цвілі] загартоўка і адпачынак для паляпшэння цвёрдасці.
[Пасля апрацоўкі формы] (Тэмпература азатавання нізкая, дэфармацыя невялікая, загартоўка не патрабуецца, яна мае высокую цвёрдасць паверхні (больш за HV8500) і зносаўстойлівасць.
Дэталі
[Цвіль жыцця] Звычайнае выкарыстанне - не менш за 500 000 разоў.
[Спосаб транспарціроўкі] Перад тым, як форма будзе адпраўлена, неабходна ўсталяваць заціскную дэталь, абгарнуць яе стрэйч-плёнкай, а затым спакаваць у драўляную скрынку. Упакоўка трывалая і нержавеючая, што дазваляе пазбегнуць пашкоджання формы падчас транспарціроўкі і, нарэшце, лагістычнай транспарціроўкі да кліента
[Месца паходжання] Хуан'янь, Тайчжоу, Чжэцзян.
FAQ:
1. Форма для трубаправоднага фітынга. Што мне рабіць, калі штыфт эжектора сагнуўся або зламаўся падчас звычайнай вытворчасці?
Зараз мы арыентуемся на гэту форму для фітынгаў з ХПВХ
Зрабіце падрабязнае ўвядзенне:
Самаробныя стрыжні эжектора больш якасныя, але кошт апрацоўкі адносна высокая. У наш час у канструкцыі формы звычайна выкарыстоўваюцца стандартныя дэталі, а якасць знаходзіцца на звычайным узроўні. Калі зазор паміж штыфтам эжектора і накіроўвалай адтулінай занадта вялікі, адбудзецца ўцечка матэрыялу; але калі зазор занадта малы, тэмпература формы павялічыцца падчас ліцця пад ціскам, што прывядзе да пашырэння і затрымання штыфта эжектора, часам нават пасля таго, як штыфт выкіду будзе выкінуты на пэўную адлегласць. Ён не будзе рухацца і дэфармавацца, што прывядзе да наступнае закрыццё формы, больш высокі стрыжань эжектора не можа быць скінуты і непасрэдна патрапіць у паражніну.
Калі фасонная форма для каленчатай трубы з ХПВХ ствараецца нармальна
Пры ўзнікненні гэтай праблемы штыфт эжектора трэба заточыць. Канструкцыя прэс-формы захоўвае 10-15-міліметровы ўчастак спалучэння на пярэднім канцы штыфта эжектора, а сярэдняя частка шліфуецца на 0,2 мм менш. Пасля зборкі ўсіх стрыжняў эжектора трэба строга праверыць іх пасадачны зазор, як правіла, у межах 0,05-0,08 мм, каб пераканацца, што ўвесь механізм эжектора можа свабодна прасоўвацца і адступаць.
2. Што мне рабіць, калі форма для фітынгаў з хпвх мае дрэннае астуджэнне або ўцечку вады падчас вытворчага працэсу?
Астуджальны эфект формы для фітынгаў для каленчатых труб з ХПВХ непасрэдна ўплывае на якасць прадукцыі і эфектыўнасць вытворчасці. Такія як дрэннае астуджэнне, вялікая ўсаджванне прадукту або нераўнамерная ўсаджванне, што прыводзіць да дэфармацыі дэфармацыі і іншых дэфектаў; з іншага боку, форма для ўстаноўкі цалкам або часткова пераграваецца, так што форма не можа быць сфарміравана нармальна і вытворчасць спыняецца. У цяжкіх выпадках рухомыя часткі, такія як стрыжні эжектора, могуць тэрмічна пашырацца. Мёртвыя і пашкоджаныя.
Канструкцыя і апрацоўка сістэмы астуджэння залежыць ад формы вырабы. Не адмаўляйцеся ад гэтай сістэмы з-за складанай канструкцыі формы для трубаправоднай арматуры або цяжкасці апрацоўкі, асабліва для вялікіх і сярэдніх формаў. Праблема астуджэння павінна быць цалкам разгледжана.

Выстава